




Карбидна чешма Прави машински славини за флејта за стврднат челик DIN371, DIN376
Краток опис:
Цврсти карбидни славини за стврднати материјали, кратки материјали за чипсување
Дизајниран специјално за материјали со опсег на цврстина од HRC55-63
Директна славина за флејта погодна за низ дупки и слепи дупки конци.
Заоблена форма C или заоблена форма Б
OPT карбидната славина за стврднат челик со својата специјална геометрија, гребло и агли на олеснување го прави челикот со цврстина за сечење на конец долготраен, може да имате корист да добиете извонредни навои, сигурност и издржливост.
- Материјал за алат:Карбид VHM
- Материјал за апликација:ISO материјал: H/S/P
- Тип на конец:M/MF/MJ UN/UNC/UNF/UNS/NPT/NPTF G/BSW/BSP/BSPT
- Машина за апликација:Машина за тапкање, машини за струг, ЦПУ машина за глодање, ЦНЦ центар за обработка
- Облога:TiCN/ALTiN
- Течност за ладење:По барање
- Опис
Индустријата за калапи и матрици честопати мора да троши стврднати материјали, за кои се потребни специфични чешми за ракување со челици со висока цврстина.
ОПТ карбид машински славини и карбидни рачни славини се дизајнирани за тапкање стврднат челик и челик со екстремно висока цврстина до 63 HRC.
Достапни се сите ISO стандард, JIS стандард, DIN стандард за карбид и може да се приспособат со кратко време.
Вообичаено за да се користи при CNC обработка, комплетот за допрете е достапен и за мануелна употреба.
- Типична апликација
Материјал за алат: Имајќи ја предвид отпорноста на абење и отпорноста на удар, се користат ултра фини материјали од волфрам карбид со разумна цврстина и цврстина за да се обезбеди издржливост на карбидните славини
Геометрија: За да се зголеми ригидноста и да се спречи кршење на рабовите, дизајнирани се специјални агли на гребло
Должина на гребенот: Со оглед на стабилноста и работниот век на алатот, должината на сечењето во гребенот е обично 4-5 заби
Машина: предложете да користите машински алат со ниски вибрации и можност за избор на разумна стапка на напојување за да се постигне стабилно притискање
Долна дупка: Дупчете ја долната дупка што е можно поголема во рамките на толеранцијата на конецот затоа што помага да се намали оптоварувањето на вртежниот момент и удирањето станува подолг век на траење.
Инспекција и прикажување
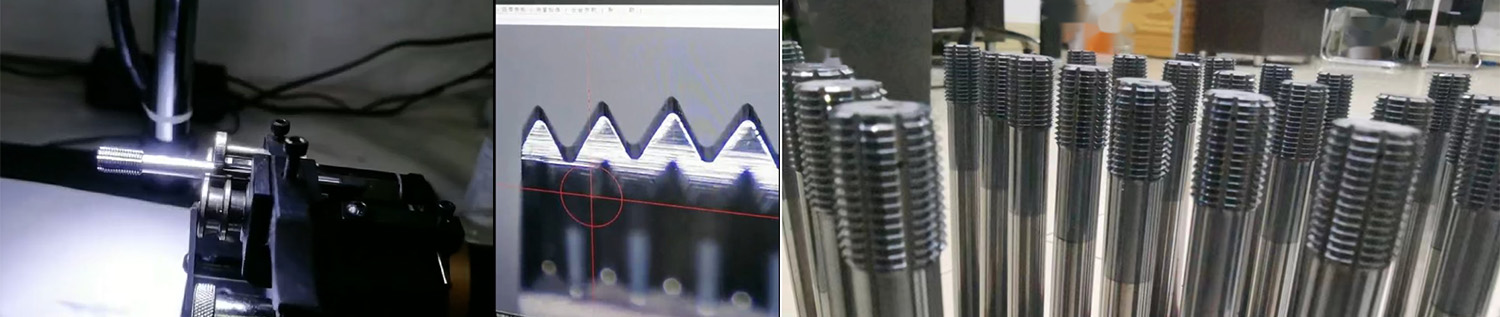
Пред да нарачате, ве молиме контактирајте со нашата услуга за клиенти пред продажба:
1. Материјал за работното парче
2. Дали производот е површински обработен по обработката
3. Барања за точност, големина на мерач на движење и без мерач.
Категории на производи
-

Држач за дупчалка за PCD
-

Американски систем NPT NPTF Мелница за конусни цевки за конци...
-

Рејмер за центар за обработка
-

Вежба која се користи за обработка на материјали од леано железо
-

Кран со навој за обработка на материјали од леано железо, С...
-

Крајните мелници обработуваат нерѓосувачки челик и отпорни на топлина...





